



绍兴专业导电塑料管
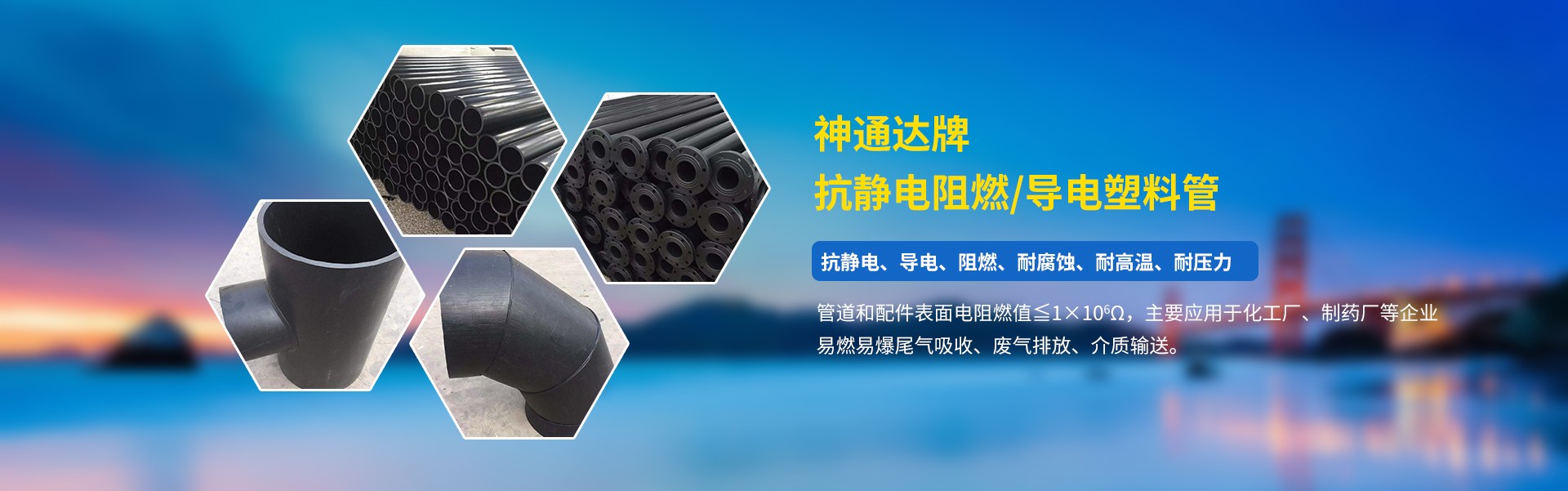
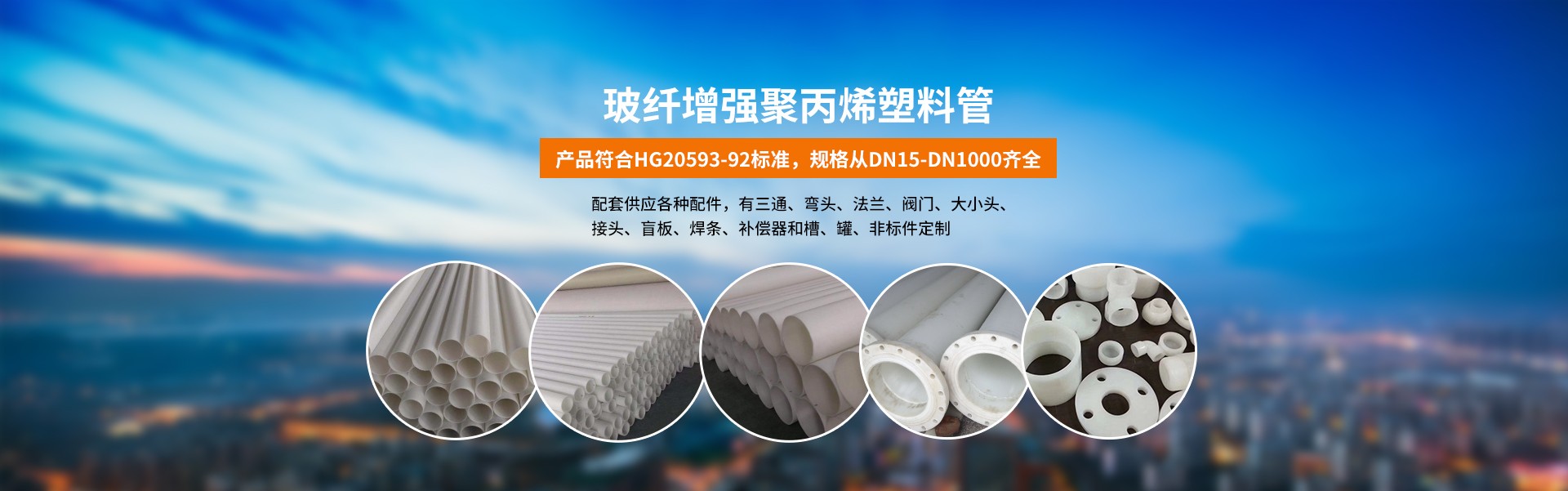
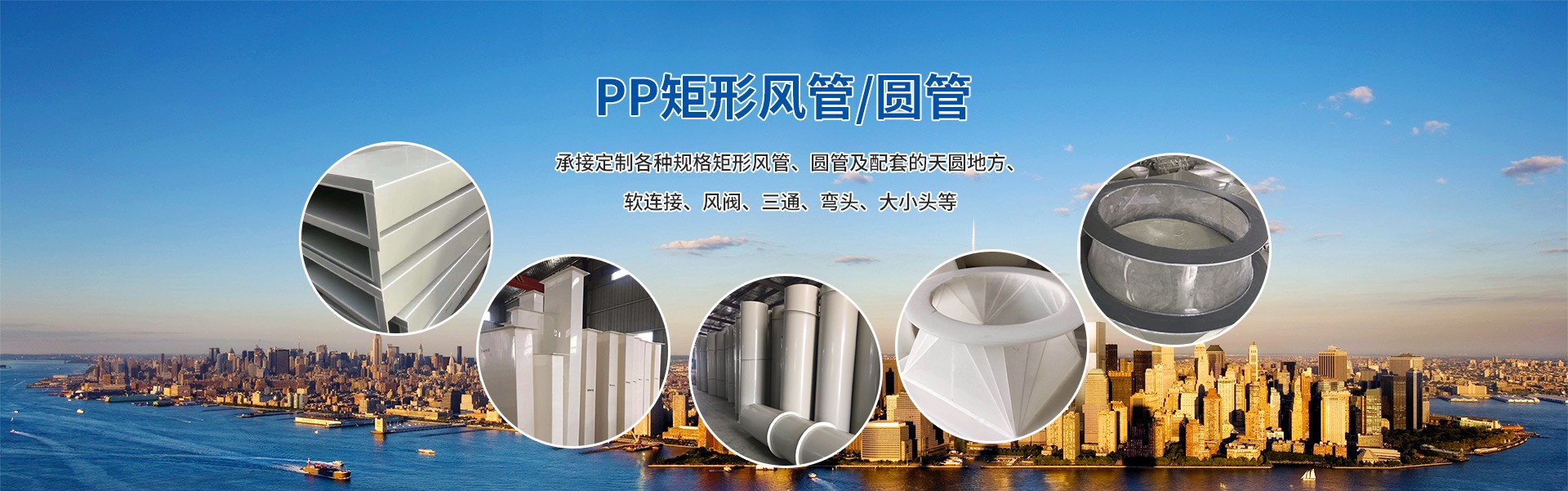
江苏神达管阀件有限公司地处美丽富饶的水上花园城市扬中,公司占地20000平方米,建筑面积10000平方米,具备年产万吨各类塑料管道配件和制品的能力,主要生产抗静电阻燃/导电塑料管,玻纤增强聚丙烯FRPP管、抗紫外线塑料管、PP管、PE管、PPH管、PVDF管、PVC管、玻璃钢管等,配套供应各种配件有三通、弯头、法兰、阀门、异径管、盲板、补偿器、焊条、板材、槽、罐、非标件、异形件定制,规格从DN15~DN1000齐全,产品畅销全国各地。
PVC排水管的连接方式一般有两种:一种是用细齿锯、切割或专用PVC-U破管工具按相应尺寸切割PVC排水管。用板锤去除断裂处的毛刺和毛刺,并倒角。再次涂抹粘合胶之前,用干布擦干插座粘合表面上的灰尘、水和机油。用刷子将粘合剂均匀地涂在插座表面。找出两根管子,将插口迅速插入插口,并将插口旋转成一个圆圈,至少保持不动,使胶料均匀分布并凝固,用布擦去棺材外多余的胶料,连接好后才能供水。类型:按要求用弹性橡胶圈切断管道,角度与插口端相反),槽端厚度为管壁的一半至一半。在切割管道时,确保切割是平的,垂直于管子轴线。切割和管端倒角完成后,应清除残留物,进行试验连接,并画出插入长度标记线。
绍兴专业导电塑料管

焊接小车是完成主动焊接过程的驱动机构。安装在焊接轨道上,用焊枪绕管壁移动。它是完成管口主动焊接的重要环节。焊接小车应具有外形美观、体积小、重量轻、操作方便等特点,其核心部件为行走组织、送丝组织和焊枪摆动调节组织。行走机构由电机和齿轮传动机构组成。为了使行走电机能够完成计算机控制单元公布的方向和速度指令,电机应配备速度测量响应机构,以确保电机在PVDF管环间隙的各个方向正确对齐,并具有较好的速度跟踪功能。要保证进给速度正确稳定,转动惯量小,动态性能好,驱动力矩满足要求。焊枪摆动调整结构应具有焊枪相对于焊缝左右摆动、左右端撑住、上下、左右姿态控制、焊枪角度调整等功能。

公司本着“诚信为本,科技创新,质量优良,用户至上”的宗旨,不断引进吸收先进的生产技术,自主研制开发抗静电阻燃塑料管/导电塑料管,申请了发明,神通达牌系列产品被广泛应用于化工、制药、电力、冶金、矿山、化纤、医药、食品、给排水、煤矿、水利疏浚、污水处理、生物工程等领域的介质输送管、尾气吸收管、通风排气管、废气排放管等。公司具备完善的质保体系,所有产品均按标准组织生产,优质的产品和完善的服务深受用户好评。神通达牌系列产品质量好、交货快、价格低、服务优,在供应产品的同时,可提供介质输送优化方案和现场安装服务,免费提供安装技术指导。神达热诚欢迎国内外新老客户莅临指导,洽谈合作,实现共赢。
管道是否在某个地方使用,不仅取决于其自身特点,还取决于该地区的自然地理环境、工作条件、资源特点、居民生活水平、社会经济发展状况等因素。此外,建筑物的不同功能、性能和标准也直接影响管道的选择。比如,我国南方和北方地区,冻结深度差别很大,室外管道埋深差别很大,地下水情况也很不一样。同一室外管网选用的管道可能不同;管道与住宅建筑的实际性能有很大的不同,同一给排水系统选用的管道也会不同;管道暗装明装、架空暗装,不同的输送介质温度和流量会导致不同的管道。
PPH管件有时会出现外形不均、划伤的情况。原因是什么?让我们来看看以下几点:型材外观不均匀的原因是牵引速度太快,而且型材在定模中不能贴壁,所以牵引速度应该降低;也可能是真空定模的真空度很小,此时,有必要检查是否漏气或真空泵系统是否堵塞,也有定模与压头距离过大的原因,需要调整定模与机头之间的距离,定模上下方向的距离可能过高或过低,需要调整定模上下方向;另一个原因是冷却不够好,需要加强冷却效果。PPH管道表面划伤的原因是模具内有异物,需要精加工机头;另一个原因是模具表面有水垢或真空罐内有异物,需要对模具进行精加工。
在纺纱轮的缩径过程中,由于纺纱轮在高速管坯表面滚动,如果有其他微小障碍物,就会引起振动,使管坯表面起皱。因此,PP管旋压操作一开始就要非常小心,变形区域要逐渐变形,以免急于求成。根据实际经验,选用FRPP管厚度约为mm的毛坯,采用手工操作的纺丝轮,对于厚度较大的毛坯,适用于液压传动纺纱机上的成形。还应指出的是,如果变形程度不大,可以一次成形旋压轮。当变形程度过大时,不仅增加了起皱的倾向,而且使FRPP管材的加工硬化严重,导致变形抗力急剧增加。因此,它需要几个过程来收缩嘴。
绍兴专业导电塑料管